My approach to Overall Inspection Effectiveness (OIE), as well as the other leading metrics and key performance indicators (KPIs), is to present them as a percentage value that is the product of three input percentages.
OIE is patterned after Overall Equipment Effectiveness (OEE), pioneered by Toyota, and is the product of multiplying relative performance for Availability, Yield, and Quality. It’s an elegant approach that drives proactive behaviors in plants and facilities.
What Overall Inspection Effectiveness Is and Why It’s Important
OIE is calculated by multiplying the following three factors:
- Percentage of scheduled inspections completed on time, as scheduled.
- Percentage of found problems that are corrected before functional failure of the asset. This includes proactive tasks like lubrication, adjustment, etc., and inspection/condition-directed corrective actions.
- Percentage of inspection-condition-directed work that does not require rework within 30 days after executing the proactive or corrective work.
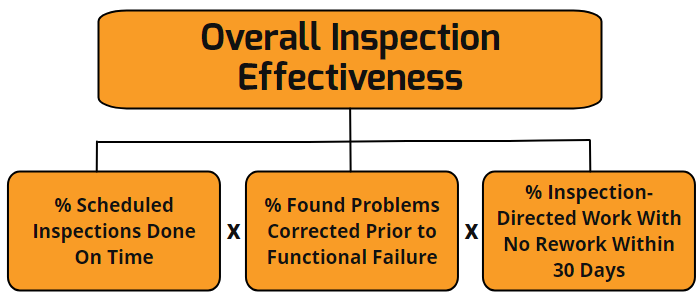
The simple formula for OIE is the product of multiplying the ‘behavioral inventories’ for the three input factors.
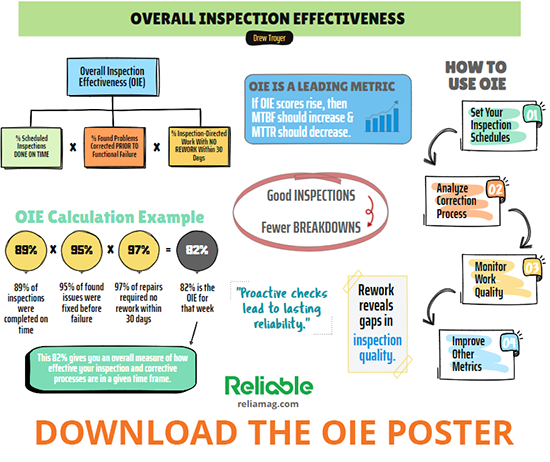
Think of each of these three components/metrics as an inventory process. We’re simply adding up the complying events and dividing by the total. For example, if the plant scheduled 54 inspections last week, and 48 of them were completed by the end of the week, the plant was 89% effective for that factor.
If the plant is 95% effective at correcting found problems and opportunities and 97% effective in work quality, the OIE for the week is 82%. The assumption is that if OIE increases because we’re behaving proactively and with precision, MTBF/MTTF should be increasing, MTTR should be decreasing, and variability should decrease for both lagging metrics. That means our reliability is improving! Let’s take a closer look at each of the components of OIE.
1. Inspections Completed on Time
Inspections, whether visual/sensory-based, gauge-based, or instrument-based, must be completed on time to drive a high percentage of inspection or condition-directed maintenance work.
Proactive checks lead to lasting reliability.
Inspections drive proactive and corrective work notifications, the initiation point in the ‘Inspect to Work’ sequential work management process (inspect, notify, approve, prioritize, plan, schedule, and execute). The percentage of inspection compliance is calculated by dividing the number of inspections during the week they are due by the total number scheduled for that week and multiplying by 100.
Inspection frequency determines the denominator for the equation, and optimizing the inspection interval is a critical first step, given that OIE is a relative number. We can increase it by either increasing the numerator or decreasing the denominator. Simply reducing the denominator is the KPI equivalent of “cooking the books” (it’s cheating).
I’ve always been a fan of the “golden ratio for maintenance inspections” pioneered by John Day, P.E., at Alumax South Carolina (now ALCOA). Day’s approach isn’t complicated: Over time, six inspections should produce one notification for follow-on work.
If you find an issue every third inspection, you’re under inspecting. If you’re writing a notification every 12th inspection, you’re over-inspecting. Strive to achieve and maintain a 6:1 ratio over time.
2. Correction Before Functional Failure
The objective of inspection/condition-directed maintenance is to avoid functional failure. If the Inspect to Execute process is effective, a proactive or corrective opportunity is found and addressed before a functional failure can affect production availability, yield, or quality.
If a found problem still results in a functional failure, the process is not working. We’ll never be 100% at executing on found problems and opportunities. What we want is a relatively low miss rate. Problems might include one or more of the following:
- The inspection isn’t far enough up on the P-F curve. Finding an alternative technology with greater sensitivity or an enhanced signal-to-noise ratio may be necessary.
- The inspection process failed to effectively assess the criticality and urgency of the found problem.
- The notification gatekeeping/approval process failed to assign the correct urgency and priority for planning and scheduling.
- The maintenance planning and scheduling is inadequately resourced in terms of quantities and qualities of people. (Hint: Analysis of your backlog can be quite revealing here.)
3. No Rework on Inspection-Directed Work
We want to ensure that maintenance work is executed effectively. We want to avoid having to service a machine again within a short period of time because of poor execution and work quality.
There’s no 100% accurate way to judge work as rework or as bona fide new work. We must take a Pi = 5.0 (not 3.14) approach here. I usually draw the line at 30 days. If we’re required to service a machine within 30 days of completing work, I tag it as rework. You can make your number 15 or 60 days, depending on the nature of your production process and its supporting assets.
You might ask why this metric is included in the OIE process. That’s a good question. I included it because a part of the inspection process is to accurately reflect the asset’s condition and what service is required in the work notification to request the work.
A poorly defined scope of work in the notification leads to an increased error rate in the approval, prioritization, planning, scheduling, and execution stages of the Inspect to Execute process. This component provides the feedback loop connecting OIE to the maintenance-work-management process.
Sadly, few inspection programs are as effective as they could be (and should be). That’s due to what I call the “inspection trap,” which compromises the inspect-to-work process.
Here are some common ways the inspect-to-work process topples over:
- The inspection is scheduled but not completed.
- The inspection is completed but fails to discover or properly diagnose detectable problems.
- The inspection is completed, and the problem is found, but the issues aren’t effectively reported as a work request.
- The work request is submitted, but the job is not planned and scheduled in time to address the problem.
- The scheduled work was not executed or completed correctly.
Based on that list, it’s easy to see how the inspect-to-work process touches many other processes, including, specifically, the inspection process, the work-request process, the maintenance-planning-and-scheduling process, the maintenance-supervision process, and the work-execution process.
Inspect-To-Work-Process Components
- Select proper inspections for machines, components, or classes of machines and components.
- Determine the appropriate inspection interval.
- Organize inspections into routes or work packets based on the following:
-
- required operating state
- similarity of work requirements
- tools required
- geography of machines to be inspected
- inspection intervals
- work-management and manpower limitations.
- Provide JSEA (Job Safety Environmental Analysis) instructions for completing the inspections or inspection routes.
- Define the objective(s) for each inspection.
- Specify the inspection point or location, utilizing photographs or drawings as required.
- Specify acceptable and unacceptable conditions, including fit, tolerance, and quality details where appropriate. Pictures that contrast acceptable and unacceptable conditions are invaluable.
- Specify tools and materials required to execute the inspection.
- Provide the required instructions for executing the inspection.
- Describe what constitutes an acceptable or unacceptable condition. This may be visual/sensory, gauge-enabled, or sensor-enabled.
- Inspection execution:
- Was the inspection completed? Yes or No. If No, why:
- a. Wrong operating state.
- b. Couldn’t safely execute the task.
- c. Got called away to other work.
- d. Insufficient time.
- Was the observed condition compliant? Yes or No. If No, describe:
- a. Define failure from a standard taxonomy.
- b. Fixed as found.
- c. Work request required (ideally selected from a list of standard jobs).
Implementation Tips
Inspections can be effectively accomplished using simple technology, such as a clipboard sheet and pen, or more sophisticated software-supported programs. The challenge with the clipboard-sheet-and-pen approach is that the inspection results are sometimes unreported. That scenario, in turn, compromises the next steps in the inspect-to-work process. Moreover, additional labor is required for data input.
The higher-tech options often carry a big price tag and may or may not enable execution the way you want. Use this list as talking points to discuss what you want to achieve with your inspection process and how you wish to execute. This will help you in arriving at the best process for your organization.
Remember: Inspections are a foundational element in physical asset management and often the launching point for effective maintenance work management. When creating your inspection process, be sure to measure twice and cut once.
Lagging metrics are important because they reveal where we have been. Leading metrics drive behaviors that determine where we are going. Relying solely on lagging metrics is analogous to driving your vehicle looking only at the rearview mirror.
Proactive metrics drive proactive behaviors in plants and facilities and lead the way to improved reliability. Inspections and Overall Inspection Effectiveness (OIE) drive all inspection/condition-directed maintenance. Measuring inspection performance is essential for the effective management of maintenance work.

Drew Troyer is a seasoned expert with over 30 years of experience in sustainable manufacturing, physical asset management, energy management, and reliability engineering. He has a proven track record of helping companies in the mining, resource, process, and manufacturing industries optimize their operations to be more sustainable, reliable, and profitable. Drew is a thought leader and a prolific author, with over 350 published works and extensive experience as a keynote speaker at global conferences. He is also a Certified Reliability Engineer (CRE) and Certified Energy Manager (CEM), holding advanced degrees in business administration and environmental sustainability.