

Wrench time is the time spent actually doing preventive, corrective maintenance, or fixing breakdowns. It does not include getting parts, manuals, driving to a broken-down unit, setting up scaffolding, etc.
Traditionally, wrench time was defined as time spent by the worker with tools (or using their hands and brains) working on the machine. It includes direct troubleshooting. By convention, we now include LOTO and the confined space entry setup as part of wrench time.
How long does it take to repair the pump or replace its seal? If you were thinking of the pure work time and assumed everything needed was right there before you, you would think of wrench time. But if you were thinking of the time from when the job is handed out to when the worker is available for the next job, then you are thinking of work order time.
Misconception: We can get wrench time from our work order system.
The work order should reflect the total job time. If you add up a worker’s work order hours, it should be close to the payroll hours (particularly if big indirect items (like safety meetings or training) are entered into work orders.
We divide the work order time up into wrench time and indirect time. Indirect time is everything that is not wrench time. As mentioned, the best practice is to code significant indirect time in the work order to track it. So, travel time, toolbox meetings, time spent finding drawings, and everything else not working on the machine is indirect time.
There is no way to derive wrench time from work orders. The reason is that the work order should record all time related to the job (wrench time or not).

The second reason is that a work order is, at best, an approximate document. Minor (and some major) non-work activities are just not recorded. Of course, you can estimate it by multiplying the work order time by 32-35%, but the lack of granularity minimizes its usefulness.
Why is this important?
All your productive maintenance and repair activity comes from your wrench time. Wrench time is less critical if you have enough people for all your workload and projects. But if you struggle to meet your demands, the wrench time becomes essential.
Another way of thinking about NON-wrench time is to think of friction. A certain amount of friction is needed to make things work (a certain amount of set-up time is required for maintenance). But excessive friction soaks up the energy until, eventually, no useful work is done.
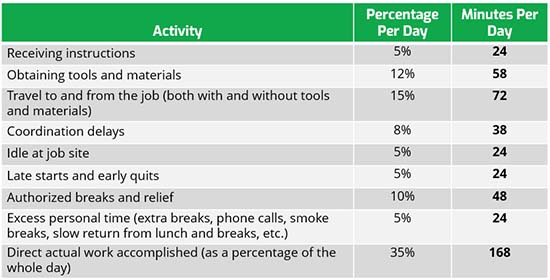
Studies done a while ago (before LOTO rules were implemented) show that a typical maintenance mechanic or electrician only spends around 168 minutes of a 480-minute day doing maintenance work (called wrench time).
The most popular study shows:
How do you obtain accurate wrench time?
There are two ways. The hard way is to position yourself to see most workers and assign someone to observations. They can tabulate how much time is spent. The easy way is to use work sampling and apply statistics.
Back in 1941, Tippet determined that an adequately taken sample of people’s activity over time could be used to predict the whole group’s activity for that period. This process is called Work Sampling. Work sampling has been used widely by quality departments because sampling is cheaper than 100% inspection and provides almost the same information.
Work sampling
Imagine taking randomly timed snapshots of the shop floor, wherever anyone works. Tabulate the random snapshots into a table of checkmarks per activity. Once you have enough observations, you can say such and such is the percentage of time spent on this activity.
You can quickly learn how to conduct work sampling. But the real question is, why bother?
If you remove the barriers (indirect time), the wrench time will improve
There are barriers to improved wrench time, including everything from:
- Inefficient storeroom systems
- Slow permitting
- Ineffective job assignment process
- Bad scope of work
- Lack of identification of the person who knows what is going on
- Too few tools
- Communication with support groups like mobile equipment
- There are barriers unique to your plant, procedures, and policies
The first step
The first step is to use work sampling to discover where this lost time hides. One of the significant contributions of the Lean Maintenance crowd was to take your wasted time and see if an intervention would reduce the waste. The process is to make a Pareto chart where the size lists the losses. The team can brainstorm ways to reduce wasted time (hopefully without unintended consequences).
The second step is critical
After reducing the indirect labor (barriers), you get more work done, right? Probably not! Remember Parkinson’s Principle: “Work expands to fill the time available for its completion” (published in 1955 by the naval historian C. Northcote Parkinson in an essay in The Economist). This means the same amount of work will be done unless you schedule more work.
To take advantage of a program that uses work sampling to identify and manage indirect activities, you must backfill the work schedule (with additional work) to reflect the increased wrench time.
If you have an iPhone, there is a low-cost App to aid your wrench time studies. Go to the App Store and look up iSampler. (For full disclosure, I wrote that app to help me do WS studies!)

Joel Levitt is a renowned trainer in the maintenance industry, having trained over 20,000 professionals from 3,000 organizations across 42+ countries. Since 1980, he has led Springfield Resources, a management consulting firm specializing in maintenance solutions. With 35 years of experience in various maintenance roles, including process control, field service, and maritime operations, Levitt is a frequent speaker at industry conferences and the author of 10 books and numerous articles on maintenance management. He has also served on several boards and committees and is an active member of AFE.






