
Electric motors of all types remain the prime mover of industrial and commercial applications, efficiently converting over 68% of electrical energy to mechanical energy. While sometimes identified as the energy consumer in electrically driven equipment, they actually consume very little, with the primary electrical usage being the driven load and related processes.
Adjusting and tuning the system to control the driven equipment is often performed with variable frequency drives, which adjust the output speed of the electric motor to match process requirements such as fluid or gas flow or pressure. To maximize the life and effectiveness of the complete system and controls, they must be maintained, and defective conditions must be identified.
Why Motors and VFDs Matter for Energy and Process Efficiency
The benefits of using the combination of a VFD and motor include reducing energy requirements (energy savings) to produce the work. Energy is also vital when considering the complete electric motor system as the losses due to each component from incoming power to driven equipment and process can be controlled, and defects and related maintenance issues will have an energy impact.

Vibration Analysis on Pump Motors GTI System
This also means that energy due to defects can be measured, and an immediate value can be determined by correcting detected defects that will impact overall use versus output. This allows us to provide a measurable value to a predictive maintenance program versus’ cost avoidance.’
Energy due to defects can be measured, and that measurement drives action.
Scaling a program around just the motor and drive can still be a significant undertaking, depending on the size and voltage of the motor and drive combination. It involves understanding the context of the application and the overall impact of defects surrounding the energy converter.
There are times when a 50 horsepower motor and drive can be considered run-to-failure and times when a one horsepower motor can be considered critical equipment. The value of larger machines can justify a well-developed program such as medium and high voltage motors and drives over a few hundred horsepower.
Start Here: Build a Targeted Maintenance Program
The most critical question is: ‘Where do I start?’ Most often, a motor-system maintenance and management program can be a significant investment when starting from scratch. When starting with a clean slate, the first step is to determine what you own by surveying your electrically driven equipment.
Starting small with a manageable department or single building is best for a successful program. Then, a simple analysis will be performed to determine each system’s safety, regulatory, and financial impact and select those with the largest impact first.
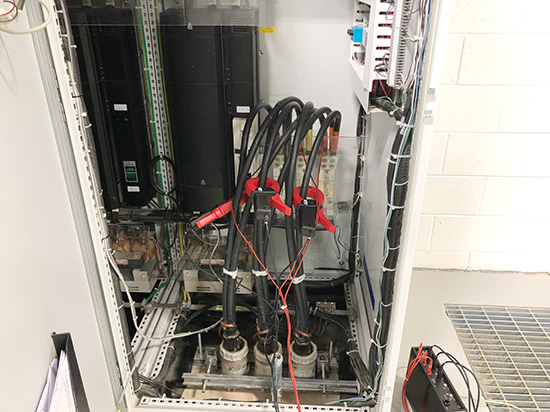
Inspection and Electrical Signature Analysis of 460V drive and 600 hp motor
Chances are, as you develop the condition-based maintenance program, repairs will be necessary for the electric motor, so the development or adoption of motor repair specifications and repair versus replacement decision trees will be required. If you do not already have a repair specification prepared, a simple specification such as the ANSI/EASA AR100 or the more robust IEEE Standard 1068 is recommended.
The US Department of Energy Office of Industrial Technologies (US DOE OIT) provides guidance on repair versus replace from an energy perspective in their document, “Motor Repair Tech Brief“. Alternately, companies will make repair versus replace decisions based upon a percentage of new, often 50% to 75%, as well as availability of the replacement and challenges of retrofitting.
Repair or Replace? Making Smarter Motor Decisions
Once the rules for repair are established, the program may be developed around the motors and drives. The US DOE OIT has resources in these areas, as well, including the online book, “Improving Motor and Drive System Performance Sourcebook,” which was developed by industry. While this document will provide some ideas and guidelines, a motors program should consider, at a minimum:
- Lubrication program
- Cleaning and inspection
- Development of spares
There are several approaches to lubrication programs, but all of them require understanding what grease is used for greaseable motors and what oil is used for oil-lubricated bearings. For ball and roller bearings, the proper selection of grease and compatibility (ref: Motor Repair Tech Brief) must be understood to determine whether the motors have greaseable bearings.
A method of greasing should then be selected and used consistently, whether it is performed by measurement or by ultrasonic lubrication methods. Currently, there are no recognized standards for greasing lubrication, just bearing and motor manufacturer best practices.
For both lubricating oil and grease, oil or grease analysis can be performed, and if using ultrasonic lubrication, greaseable bearings should have a baseline dB reading that can be used for condition testing before lubricating.
Cleaning cooling passages and replacing or cleaning any filters or external fans will assist in keeping the motor and drive cool, as the temperature will cause degradation of electrical insulation and lubrication. An annual vacuuming (de-energized) and tightening of power-related connections within a VFD is recommended.
On medium voltage VFDs, there will often be a schedule of required maintenance, which is frequently necessary to maintain a warranty, including scheduled parts replacements. Usually, these will be for components that cannot be tested for PdM purposes.
Monitoring Practices That Save Energy and Reduce Emissions
When possible, testing insulation to ground or a motor tester, combined with electrical signature analysis or vibration analysis, will identify electric motor insulation and even some variable frequency drive degradation. For motors over 6kV, partial discharge testing is recommended to monitor for degradation and conditions that will cause winding shorts or ground faults.
These will often require significant training and experience to evaluate, and if you have a limited number of critical motors, they can usually be subcontracted through field service companies.

High Voltage Testing 13.8kV motor before applying hv powerpack includes image of PD Trak II
The cost impact of condition-based monitoring of electric motors and drives can be significant. When corrections are made, the direct energy costs can improve.
For instance, a slightly loose belt in a 50 horsepower motor and fan application can lose 2-3 kiloWatts across the belt, with the lost energy transferring as heat and wear in the belt and sheaves. At $10/kW demand, $0.10 kWh usage, and 6000 hours of operation, the loss would be between $1,440 and $2,160 per year, not including belt and sheave replacement costs.
Even small mechanical defects can translate into thousands in energy losses.
A worn bearing in the same motor and belted application could lose 1-2 kW across the bearing (just before seizing) or more, depending on the type and severity of wear, which could effectively double the cost of the bad belts. If you are trending greenhouse gas emissions, which has a national average of 0.699 tons per MWh, or assuming 5kW losses due to defects, a reduction of 21 metric tons of carbon emissions.








